vielleicht sind die folgenden Infos für einige von Interesse:
Motorradteile mit einem kleinen Kompressor (1,5 kW 50l) selber sandstrahlen:
Eine ausführliche Fotoreportage
Inhalt:
1. Die Teile im Rohzustand (Zylinder und -kopf, Seitendeckel, Gabelbrücke)
2. Vorbereitung der Teile (reinigen und entfetten, maskieren von Lagersitzen und Gewinden,...)
3. Das Sand - bzw. Glasperlstrahlen (in der Strahlkabine SMART-Cab von Logiblast)
1. Die Teile im Rohzustand








2. Bevor die Teile in die Sandstrahlkabine kommen (reinigen und entfetten, maskieren von Lagersitzen und Gewinden,...)
Zuerst die Antwort auf eine häufig gestellte Frage:
Warum überhaupt entfetten? Beim Strahlen geht doch eh alles weg!
Nun, in Sandstrahlkabinen wird das Strahlmittel wiederverwendet. Hochwertige Glasperlen aus europäischer Produktion halten bis zu 50 Durchläufe aus. (Voraussetzung dafür ist allerdings, dass man den Strahldruck so niedrig wie möglich und nur so hoch wie unbedingt nötig wählt, z.B. 2-4 bar.)
Strahlt man damit schmierige Werkstücke, dann nimmt das Strahlmittel mit seiner großen Oberfläche das Fett auf und kann es nie wieder vollständig abgeben. Mit jedem neuen schmierigen Werkstück wird das Strahlmittel schmutziger. Das Strahlergebnis wird dunkler und dunkler, und irgendwann ist die gesamte Strahlkabine so mit fettigem Staub verdreckt, das selbst der Austausch auf neues Strahlmittel nur mehr kurz hilft.
Die gute Nachricht:
In der Praxis bewährt es sich durchaus, die fettigen Werkstücke einfach mit einem in der Werkstatt vorrätigen Lösemittel abzupinseln, oder mit Bremsenreiniger abzusprühen. Danach erkennt man eventuell noch irgenwelche Fettdepots, die man so gut es geht auskratzen sollte. Das war's aber auch schon.
Eine so gründliche Entfettung, wie sie vor dem Lackieren erforderlich wäre, IST NICHT NÖTIG!
Hier ein Beispiel:
Seitendeckel mit Fettdepot
Seitendeckel gereinigt (abgepinselt)

Nachdem die Teile entfettet wurden, sind nun noch jene Bereiche des Werkstückes zu schützen, die nicht mitgestrahlt werden sollen.
3. Empfindliche Bereiche vor dem Strahlen abdecken:
Zur Frage was unbedingt geschützt werden muss gibt es unterschiedliche Meinungen:
Beispielsweise werden die Zylinderdichtflächen vielfach gerne mitgestrahlt.
Mit feinem Strahlmittel leicht angerauhte Dichtflächen haben sich beispielsweise bei getunten 23ccm-2-Taktmotoren sehr gut bewährt. Bei erhöhter Kompression "bläst" es dann die Zylinderfußdichtung nicht dauern heraus.
Eine weitere Streitfrage sind Zylinderköpfe/Brennräume:
Verkokungen in Brennräumen lassen sich mit feinen Glasperlstrahlen sehr gut entfernen.
Gewinde sind allerdings obligatorisch zu schützen. Zwar werden sie durch das Strahlen mit feinen Glasperlen und Strahldrücken unter 3 bar meistens nicht zerstört, aber eben nur meistens... Und die Leichtgängigkeit leidet in jedem Fall.
Überströmer werden von Edeltunern auch gerne grob glasperlgestrahlt (Stichwort Gemischverwirbelung).
Womit deckt man am besten ab:
Fast immer kommt man mit Dingen aus, die sich im Haushalt/der Werkstatt finden lassen:
Schrauben, div. Fittinge, alte Zündkerzen, herkömmliches Textil- oder Panzerband, Filzstopfen sowie die gute alte Küchenrolle ... siehe Bilder.
Für "Wald-und-Wiesen-Strahlen" mit Schlackenstrahlmittel oder gar grobem Quarzsand (gesundheitsgefährdend!) würden diese Abdeckmaterialen wohl nicht ausreichen. Aber für das vergleichsweise feine Strahlen in der Oldtimerrestauration ist es völlig ok.
Seitendeckel:
Der Lagersitz wird mit Küchenrolle verstopft und in das Gewinde des Ölkanals kommt ein Filzstopfen.


Zylinderkopf:
Das Kerzengewinde wird mit einer alten Zündkerze geschützt.
Beim Brennraum haben wir uns dafür entschieden diesen nicht mitzustrahlen. Die Abdeckung mit 2 Lagen Textilband ist kein großer Aufwand.



Hier noch weitere Beispiele:



3. Die gestrahlten Teile (mit Infos zum Strahlvorgang):
Alle Teile wurden mit folgendem Equipment gestrahlt:
Sandstrahlkabine SMART-Cab (von [url='http://www.logiblast.at']Logiblast[/url])
hochverschleißfeste Tetraborcarbiddüse
Fusspedal
Kompressor: Baumarktgerät 1,5 kW 50l-Tank
Seitendeckel:





Aluminiumteile, die in besonders schlechtem Zustand oder lackiert sind, strahle ich in 2 Arbeitsschritten.
Zuerst mit feinem Korund-STANDARD (Korn 80, ca. 0,2mm) bei geringem druck (ca. 3 bar) um die Verunreinigungen bzw. den Lack vollständig und schnell zu entfernen. Korund ist ein kantiges Strahlmittel und hat entgegen den kugeligen Glasperlen nicht die Tendenz Verunreinigungen in die Oberfläche einzuhämmern.
Sollen die Teile anschließend wieder lackiert werden sollen belasse ich es gleich bei der korundgestrahlten Oberfläche. Diese ist zwar matt und weit weg von jedem Glanz, bietet aber durch die kantige Oberflächenstruktur einen idealen Haftgrund für nachfolgende Beschichtungen. Auch die Rauhtiefe ist so gering, dass man weder nachschleifen oder "füllern" muss.
Sollen die Teile metallisch blank bleiben, dann gehe ich in einem zweiten Arbeitsschritt mit Glasperlen Standard (100-200µm) drüber. Das geht sehr schnell und erzeugt die in den Bildern ersichtliche, seidig glänzende Oberfläche.
Anmerkung: Der Strahlmittelwechsel ist bei den SMART-Sandstrahlgeräten kein Mehraufwand.
Gestrahlt wurde mit 4,5 bar (bester Kompromis zwischen Strahlleistung und Strahlmittellebensdauer).
Strahldauer-Vorstrahlen (Korund-Standard, Korn 80 - 0,2mm): ca. 15 min.
Strahldauer-Finishen (Glasperlen-Standard, 0,1 - 0,2mm): ca. 3 min.
Zylinderkopf:
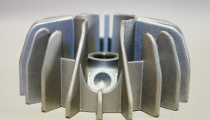


Gestrahlt wurde mit 4,5 bar
Strahldauer-Vorstrahlen (Korund-Standard, Korn 80 - 0,2mm): ca. 20 min. (Kühlrippen)
Strahldauer-Finishen (Glasperlen-Standard, 0,1 - 0,2 mm): ca. 3 min.
Gabelbrücke:



Diese Gabelbrücke hielt, nachdem die Pulverbeschichtung abgestrahlt war, eine unangenehme Überraschung bereit:
EIN RISS (siehe roter Kreis). Hier handelt es sich höchstwahrscheinlich um einen Dauer/Ermüdungsbruch.
Gestrahlt wurde mit 6 bar (Pulverbeschichtungen sind hartnäckig)
Strahldauer-Vorstrahlen (Korund-Grob, Korn 60 - 0,3mm): ca. 45 min
Strahldauer-Finishen (Glasperlen-Standard, 0,1 - 0,2 mm): ca. 10 min.
Und noch ein Zylinderkopf:



Gestrahlt wurde mit 4,5 bar
Strahldauer-Vorstrahlen (Korund-Standard, Korn 52 - 0,2mm): ca. 30 min. (Kühlrippen)
Strahldauer-Finishen (Glasperlen-Standard, 0,1 - 0,2 mm): ca. 5 min.
Ende
Vielen Dank fürs Lesen!
LG Günter